以下是:球墨铸铁管-球墨铸铁管发货快的产品参数选购球墨铸铁管-球墨铸铁管发货快来韶关市始兴县找华夏联丰铸造(始兴县分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:高经理-【13698652159】,地址:[城阳区双元路]。 广东省,韶关市,始兴县 孙休永安六年癸未(263年)春,孙吴为加强对岭南地区的开发,建设战略后方,析南野县南乡地置始兴县。“始兴”一名始此。1983年6月,韶关地区与韶关市合并,以市辖县,始兴县属韶关市。始兴县连接国道106线的国道323线、省道S244线贯穿全境。通过京珠高速公路始兴到广州车程仅为3小时。
不要错过这部精心制作的球墨铸铁管-球墨铸铁管发货快产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。以下是:球墨铸铁管-球墨铸铁管发货快的图文介绍韶关始兴华夏联丰铸造有限公司始终坚持“服务为本,诚信为本”的理念。服务是企业发展的根本,诚信是优质服务的基础!未来,我们会不断的加大 球墨铸铁管人才培养,丰富我们的 球墨铸铁管产品线,提高自己的竞争力,致力于为更多的企业提供更优质的服务和 球墨铸铁管产品。
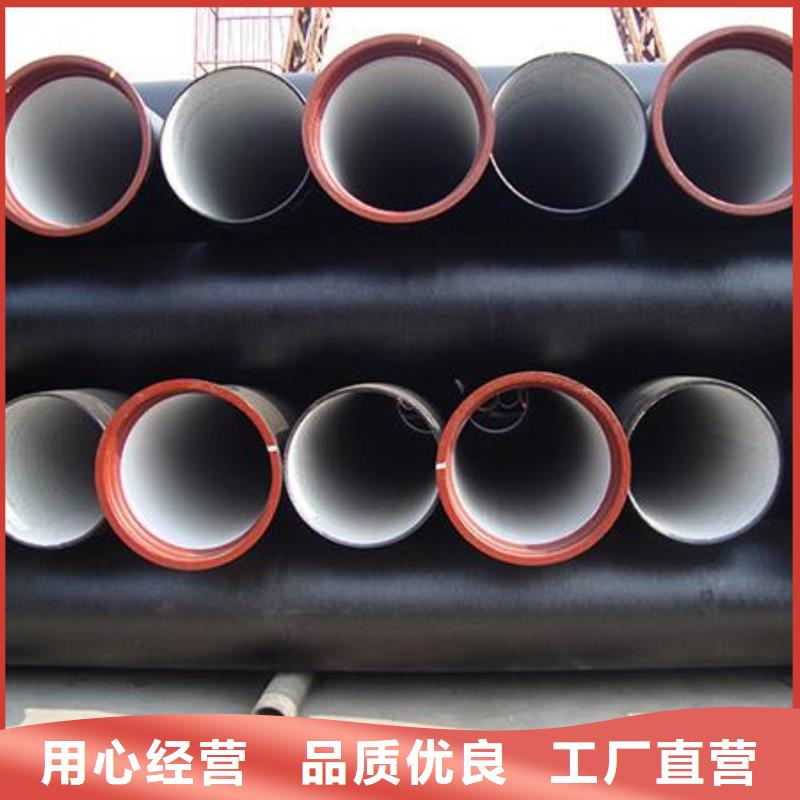
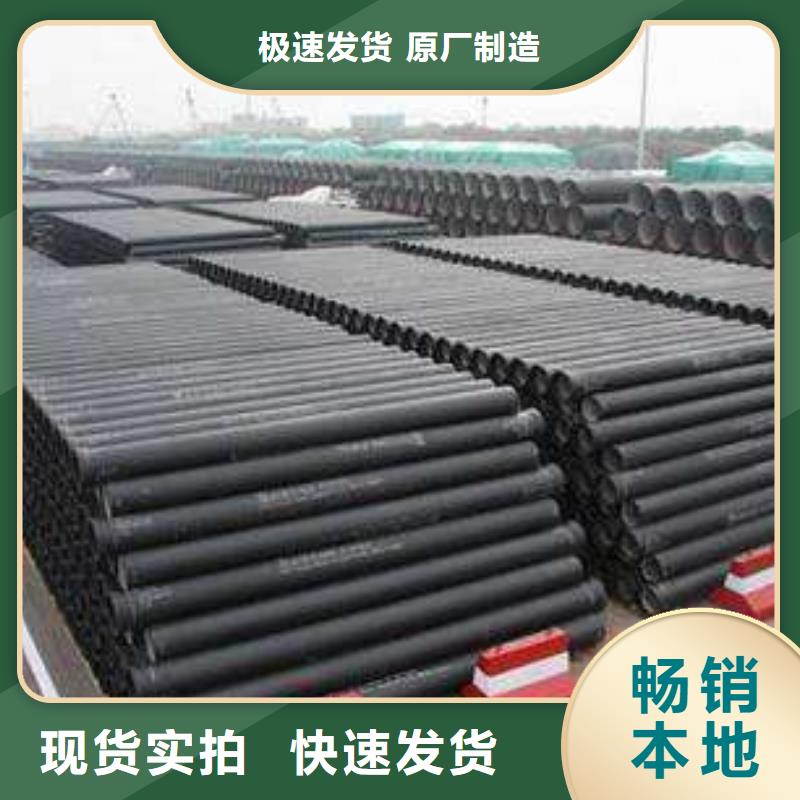
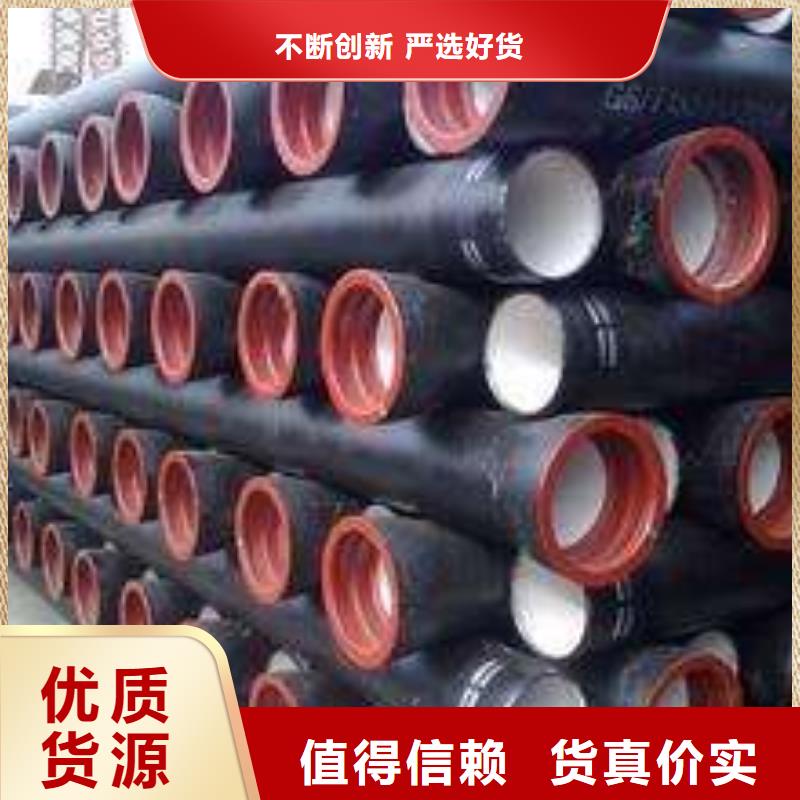
铸铁管的耐磨性、耐腐蚀性和剥离强度都极优异 防腐喷锌球墨铸铁管材,在管材外表面有沥青漆或环氧煤沥青涂层,其特征在于,在管子的外表面与沥青漆或环氧煤沥青涂层之间有金属锌或富锌涂料涂层。在球墨管的内壁上喷涂有一层以环氧树脂为主要成份的涂层,涂层中分散有耐磨料石英粉,此铸铁管的耐磨性、耐腐蚀性和剥离强度都极优异。当管道温度达到要求时,启动高压无气喷涂机,喷涂小车带动喷枪匀速喷涂。外表面喷涂,当管道温度达到要求时,启动高压无气喷涂机,喷涂小车带动喷枪匀速喷涂。 供水管道的卫生质量:管道应符合标准GB/T 17219—1998的要求,并通过认可检测部门的检测,并投入市场。目前我们对卫生水平的要求,自来水管道的建设都在卫生许可范围之内。然而,塑料管道、金属离子在水中的各种改性剂、添加剂、添加剂等,都被称为引起人体变化的环境因素,人体器官的影响因素等因素都有待人类深入研究。因此,在塑料和化学成分或表面涂层中不含改性剂的金属管的卫生性能是好的,反之亦然。球墨铸铁管市场方面,周边市场行情小幅微涨 未来青岛厂家受多方面因素影响,厂家数量面临下行压力,一是国内GDP个位数持续稳定增长,传统厂家跟不上时代发展,GDP值下滑;二是经济下滑导致个需求行业持续走低,用钢需求短期不会增长;三是新型建材逐渐替代钢材,节能环保建材是未来市场的主流;四是根据以上三点,我国钢材应经饱和,数年后用钢需求将有可能大幅度下降。 球墨铸铁管市场方面,周边市场行情小幅微涨;不少商家反映,虽然价格上涨,但下游需求一般,市场的出货难度较大,整体上观望的情绪还是比较浓重。本地市场价格以稳为主,实际市场上高价位的成交寥寥,低价位的成交尚可,考虑市场部分规格资源偏紧,原料表现趋强,预计短期内球墨铸铁管价格或以继续企稳。
灰口铸铁的补焊工艺. 冷焊法. 电弧焊冷焊法就是焊件在焊前不预热,焊接过程中也不辅助加热,因此可以加速焊补生产率,降低成本,改善劳动条件,减少焊件因预热时受热不均匀而产生的变形和焊件已加工面的氧化.目前冷焊法正在推广,并迅速发展.但是冷焊法在焊接后因焊缝及热影响区的冷却速度很大,极易形成白口组织.此外因焊件受热不均匀,常形成极大的内应力,会造成裂纹,在冷焊时应注意以下几点: ① 焊前应彻底清理油污,裂纹两端要打上裂孔,加工的坡口形状要保证便于焊补及减少焊件的熔化量。 ② 采用钢芯或铸铁芯的以外的焊条,小直径焊条应尽量用小的焊接电流,以减少内应力和热影响区的宽度。 ③ 采用短焊道焊接法.一般每次焊10-40mm,待其充分冷却后再焊。 ④ 采用分段倒退焊.这样可以降低拉应力,对防裂有好处。 ⑤每项焊一短焊道后,用圆头锤沿焊逢向外锤击。 冷焊焊条按焊后焊缝的可加工性分为两大类:一类用于焊后不需要机械加工的铸件,如钢芯铸铁焊条(EZCQ),只适用小型薄壁铸件刚度不大部位的缺陷焊补;另一类用于焊后需要机械加工的铸件,如纯镍焊条(EZNi-1)镍铁铸铁焊条( EZNiFe-1)镍铜铸铁焊条(ENiCu-1)等。 热焊法 热焊法是在焊接前将焊件全部或局部加热到600-700℃,并在焊接过程中保持一定温度,焊后在炉中缓冷的焊接方法。用热焊法时,焊件冷却缓慢,温度分布均匀,有利于白口组织,减少应力,防止产生裂纹。但热焊法成本高,工艺复杂,生产周期长,焊接时劳动条件差,因此应尽量少用。 气焊焊补灰口铸铁的补焊工艺: 气焊火焰温度比电弧温度低得多,因而焊件的加热和冷却比较缓慢,这对防止灰口铸铁在焊接时产生的白口组织和裂纹都很有利。所以用气焊焊补的铸件质量一般比较好,因气焊成为补焊铸铁的常用方法。但气焊与焊条电弧焊相比,焊工的劳动强度高,焊件变形较大,焊补大型铸件时难以焊透。但由于气焊铸件的质量较好,易切削加工,使许多工厂中的中小型灰口铸件,还是较多用气焊焊补。 焊前准备 ① 在焊件完毕后,检查缺陷.焊件上的缺陷可起码接观察,也可用10-20倍的放大镜查找。 ② 裂纹找出后,在裂纹的两端钻直径φ4-6mm的 裂孔,以防止裂纹扩展.焊接灰口铸铁时可选用铸铁焊丝,丝401A或丝401B. 焊接时气焊熔剂选用气剂201,铸铁气焊熔剂熔点为650℃成碱性,能将铸铁气焊时产生的二氧化硅(熔点为1350℃)变为易熔的盐类.铸铁用气焊熔剂进行灰口铸铁补焊时,应选择较大号的焊炬,以提高焊接头焰效率,有利于气孔夹渣等缺陷.焊嘴孔径可根据焊补处的壁厚确定。 山东华夏联丰铸造有限公司
联系人:高经理,电话:【13698652159】,华夏联丰铸造(始兴县分公司)在韶关市始兴县本地专业从事球墨铸铁管-球墨铸铁管发货快,韶关市始兴县各个县市以及周边广东省 韶关市 武江区、浈江区、曲江区、始兴县、仁化县、翁源县、新丰县、乐昌市、南雄市城市均可提供送货上门服务!







